
Продукция










RTB-25K/F Специализированный станок с ЧПУ для обработки уплотнительных поверхностей клиновых задвижек
Подходит для обработки уплотнительных поверхностей клиновых задвижек из латуни и бронзы типоразмеров DN15–DN50.
Описание
маркер
Особенности станка
1. Подходит для обработки уплотнительных поверхностей клиновых задвижек из латуни и бронзы типоразмеров DN15–DN50.
2. Левый и правый приводные шпиндели работают одновременно; двухсторонняя обработка выполняется за одну установку заготовки. Управление простое, экономит время и трудозатраты.
3. В производстве используются два станка, работающие в паре: один обрабатывает корпус задвижки, другой — клин (диск). Совместная обработка обеспечивает высокую точность уплотнительных поверхностей задвижки в сборе.
Основные технические характеристики станка
| Элемент | Параметр | |
| Производительность станка | 15–30 секунд/шт. (такт производства зависит от размера изделия) | |
| Скорость вращения шпинделя | Шпиндель для расширения отверстий | 360–1400 об/мин |
| Ход шпинделя | По оси X | ≤ 200 мм |
| По оси Z | ≤ 12 мм | |
| Система ЧПУ | Двухканальная система GSK или ETU | |
| Гидравлическое давление | 1,5–3,5 МПа | |
| Мощность главного двигателя | 2,2 кВт / 4P × 2 шт. | |
| Мощность двигателя подачи | 1,5 кВт × 2 шт. | |
| Мощность насосного двигателя гидростанции | 3 кВт / 4P × 1 шт. | |
| Электропитание | Конфигурация зависит от страны заказчика | |
| Общая установленная мощность | 11 кВт | |
| Габаритные размеры | 2,6 м × 1,52 м × 1,75 м | |
| Масса станка | 3500 кг | |
| Дополнительные опции | Охлаждение | Возможно туманное охлаждение |
| Защита | Полный защитный кожух из листового металла | |
связаться с нами
Сопутствующие популярные продукты

RVR-740K Полностью сервоприводной вертикальный ротационный многошпиндельный агрегатный станок (карусельного типа / водоколесный тип)
В данной модели используется сервоприводной делительный стол EXT-385N-6D. Для обработки резьбы можно выбрать сервоприводное точение или резьбовые втулки (метчики). Применение сервоприводов обеспечивает более стабильную и точную работу станка, более высокую скорость и плавность хода.

RTB-25-S Серия специализированных станков для обработки уплотнительных поверхностей клиновых задвижек
Подходит для обработки уплотнительных поверхностей корпусов и клиньев (дисков) латунных клиновых задвижек типоразмеров DN15–DN50.

RVR-950/K Вертикальный ротационный многошпиндельный агрегатный станок (карусельного типа / водоколёсный тип)
Это одна из наиболее насыщенных по количеству и функционалу силовых головок моделей карусельных агрегатных станков на рынке. В станке используется сервоприводной делительный стол диаметром 450 мм с 8 позициями. Каждая силовая головка оснащена гидравлическим приводом.

RTB-25KV Специализированный станок с ЧПУ для обработки уплотнительных поверхностей клиновых задвижек из нержавеющей стали
Подходит для обработки уплотнительных поверхностей клиновых задвижек из латуни и бронзы типоразмеров DN15–DN50.

RZT-6-M1
Станок RZT-6-M1 подходит для обработки тройников, фитингов и корпусов клапанов из медных сплавов типоразмера 3/8″–1¼”.

RCK-60T/Z Двухшпиндельный прутковый станок с ЧПУ
Станок оснащен функцией интеграции с системой MES, что соответствует требованиям заказчика по созданию безлюдных цехов в рамках концепции «умного производства».
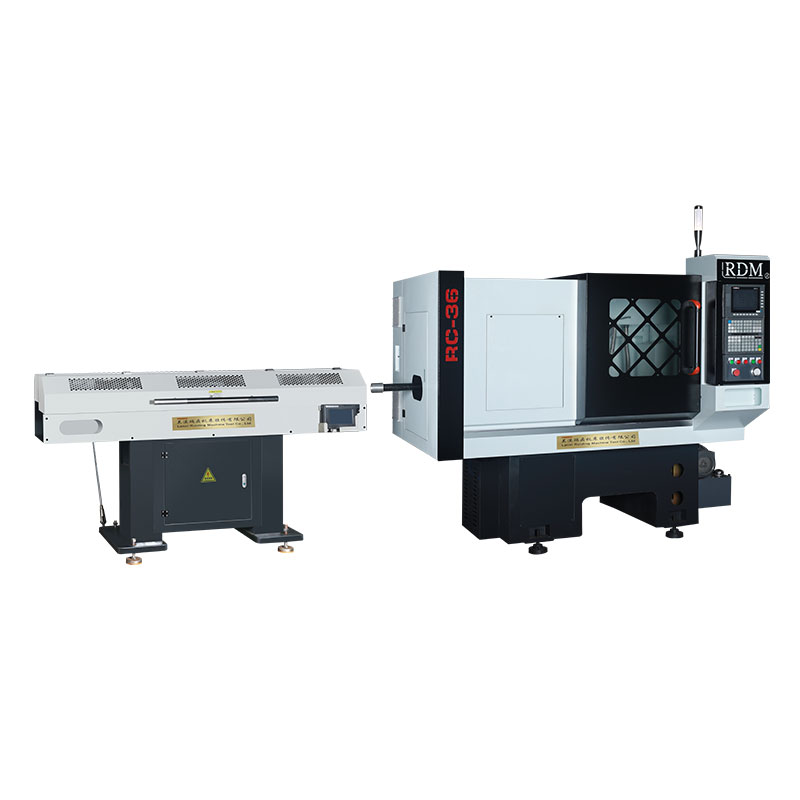
Станк для обработки пруткового материала с ЧПУ RC-36
Станок оснащен автоматическим прутковым загрузчиком с возможностью одновременной загрузки нескольких прутков, что позволяет одному оператору легко обслуживать 10–15 станков.

RVR-580/4-6 Оси Гидравлический карусельный агрегатный станок
Данная модель относится к экономичным станкам. В качестве делительного стола используется гидравлический четырехпозиционный поворотный стол Taiwan Zong Xin. Силовые головки изготовлены собственными силами компании из материалов QT-400 и специального легированного металла.

RVR-680/6-12 Оси Полностью гидравлический карусельный агрегатный станок
Данная модель является модернизацией модели 580. В качестве делительного стола используется гидравлический шестипозиционный поворотный стол Тайвань Цзунсинь.

RCK-100 Двухшпиндельный станок с ЧПУ для стыкового соединения
Станок предназначен для обработки деталей типа «закладные элементы» (вставки).

RZT-6-M2
Станок RZT-6-M2 подходит для обработки тройников, фитингов и корпусов клапанов из медных сплавов типоразмера 1¼”–2″.


